d. Klargøring til svejsning.
Svejsearbejdet lettes meget ved en omhyggelig klargøring af svejsefugen. Svejsningens kvalitet er i høj grad afhængig af en rengjort svejsefuge og svejsetråd. Svejsetråd leveres fra BERGSTRØM PLASTTEKNIK ApS i dimensioner som vist i figur 5. N.B. benyt altid samme svejsetråd som plade.
Dele, der skal sammensvejses, skal tilpasses med omhu. Pladekanter tilskåret på bånd- eller rundsav skal afrettes med afretter, håndhøvl eller med en trækklinge, en såkaldt zieh-klinge. En glat flade påvirkes af en ensartet varme, hvorimod en ru flade let bliver for varm på alle høje punkter og herved udsættes for forbrænding. En forbrænding ses tydeligt som en misfarvning af materialet (brun eller sort).
Alle ikke-afskrabede dele skal rengøres med et rengøringsmiddel, således at ikke kun eventuelle urenheder, men også en kemisk opbygget overflade fjernes. Enhver svejsefuge, der ikke er forberedt, umiddelbart før svejsningen påbegyndes, skal altid endnu en gang trækkes ren med zieh-klinge. Det samme gælder svejsetråden. Hvor vigtigt rentrækning af fuge og tråd er, ses af forsøg gjort på lange svejsninger. Såfremt hver enkelt svejsetråd, på det stykke svejsetråden dækker, ikke rengøres umiddelbart før svejsningen, falder styrken i svejsningen med op til 20%.
Overskudsmaterialet (fugen ved siden af svejsetråden) fjernes ved hjælp af zieh-klinge eller skraber, inden næste tråd lægges. En ren og gennemført fuge er den gode svejsers visitkort.
e. Svejsning med runddyse
Svejsning med runddyse anvendes mest til konstruktion af kar, beholdere og mindre dele af hård PVC. Til polyethylen og polypropylen derimod anvendes fortrinsvis hurtigsvejsedysen.
Vi
forudsætter nu, at materialedelene, der skal sammensvejses, er forsynet med
rigtig fuge iflg. Afsnit c samt rengjort som beskrevet i afsnit d, og at
svejseblæseren er temperaturindstillet til netop den type plast, der skal
sammensvejses. Se tabel 1. Materialerne fastspændes ved hjælp af svejseklemmer
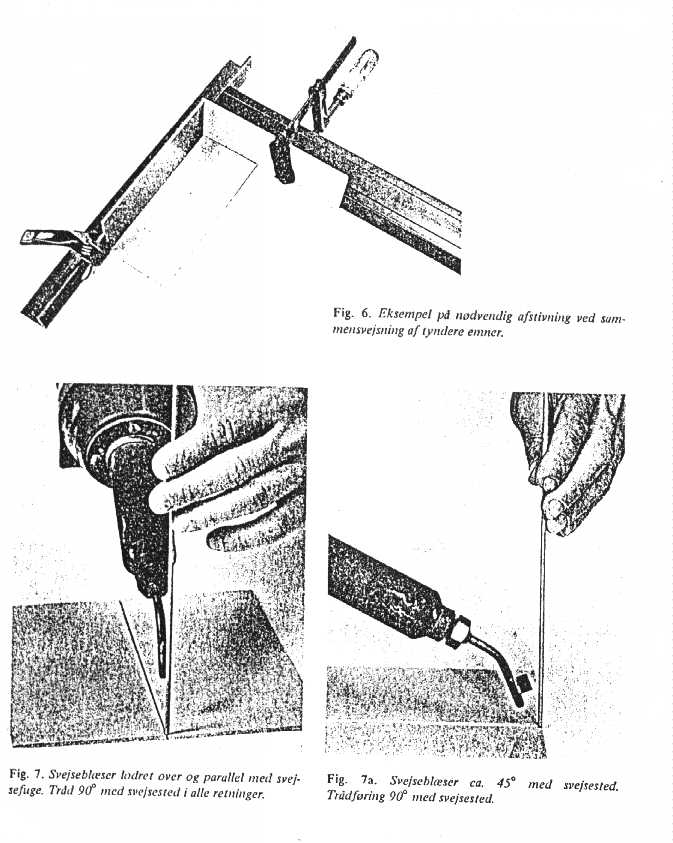
eller skruetvinger. Er det tynde plader, afstives de bag svejsefugen, se figur
6. Svejseblæseren holdes i højre hånd under en vinkel på 45°
med pladerne, der skal sammensvejses, og parallelt med og lige over svejsefugen
se figur 7 og 7a.
Svejsetråden,
der forinden i den ene ende er skærpet 45° til 60°, holdes i venstre hånd
med skærpningen pegende i svejseretningen. Skærpningen bevirker, at man let
kan presse spidsen af svejsetråden ned i grundmaterialet, efter at dette er
opvarmet. Endvidere lettes starten af svejsningen, idet tråden ruller fremad
over skærpningen. Samtidig lettes afslutningen af rundsvejsninger, idet
begyndelsen af svejsetråden har en jævn, skrå flade, hvorpå sluttråden kan
lægges.
Svejsetråden
holdes i en vinkel på 90° til alle sider med grundmaterialet. Denne vinkel
holdes såvel i start som under svejsningen. Efter at svejsestedet (fuge og tråd)
nu er opvarmet til den temperatur, hvor det er plastisk (overfladen bliver
blank, og der dannes små blærer), presses svejsetråden ned i grundmaterialet.
Trykket på tråden skal ved hård PVC være følgende:
{kind=link}